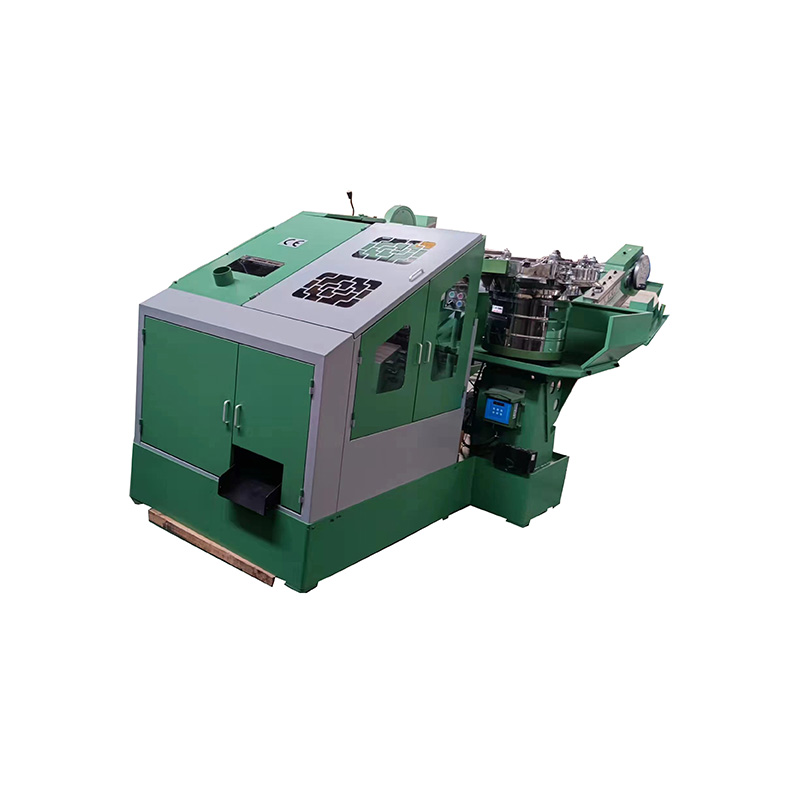


A Ronen® anyacsaposgép villamos energiával rendelkezik, és nem igényel kézi forgatást, ezáltal megbízható választás a hatékony és munkaerő-megtakarító berendezéseket kereső beszállítók számára. Simán fúrhat lyukakat fémrészekre. Könnyen beállíthatja a sebességet a különböző anyagokhoz. Számos, gyakran használt csapmérettel van felszerelve, lehetővé téve az azonnali induláshoz.
Az anyacsapógépet kifejezetten a fémek, műanyagok és egyéb anyagok szálak létrehozására tervezték. A motor biztosítja az energiát, amely a csap forgatásához vezet. A csap összhangban van az előre fúrt lyukhoz, és lassan lefelé mozog, ezáltal szálakat hozva létre a lyuk falán.
Az anyacsapó gép egy elektromos motor teljesítményét használja fel, hogy a belső szálakat (csapás lyukakat) előre fúrt lyukakba vágja. Ez az eszköz egy speciális vágószerszámmal van felszerelve, amelyet "Tap" -nak hívnak, amely a forgás és a lefelé tartó adagolás révén befejezi a lyuk megmunkálását. Alapvető funkciója a megérintésre összpontosít. A csavarkulcsot alkalmazó hagyományos kézi csapási módszerekkel összehasonlítva nemcsak jelentősen javítja a hatékonyságot, hanem jelentős előnyöket mutat a nagyobb rekeszek feldolgozásakor vagy a tömegtermelési forgatókönyvekben, hatékonyan csökkentve a kézi munkát és biztosítva a következetes feldolgozást.
Elektromos motort használ áramforrásként. Ez a motor meghajtja a sebességváltó vagy az övkerék rendszerét, csökkentve a motor nagy forgási sebességét megfelelőbb sebességre és nagyobb nyomatékra a hatékony vágás elérése érdekében. A csap rögzítéséhez a kimeneti orsó megkapja ezt a szabályozott forgást és a szálfeldolgozáshoz szükséges lefelé irányuló erőt.
Az anyacsaposgép orsó orrával van felszerelve a csapok biztonságos tartásához. A közönséges mechanizmusok közé tartozik a Morse kúpos hüvelyek, a tavaszi chuck fejek vagy a csap adapterek (például úszó chucks). A meghajtórendszernek nyomatékot kell továbbítania a csap elforgatásához, miközben lehetővé teszi az enyhe tengelyirányú úszást vagy kompenzációt, hogy megakadályozzák a törést, amikor a TAP hangmagassága nem felel meg tökéletesen a gép adagolási sebességének.
| Modell | Max.dia.mm | Speed PCS/perc | Motoros HP | Olaj l | Méret w*l*H/mm | Súly kg |
| 13B M4-M6 | 18 | 50-80 | 1HP | 120 | 1050*1100*1450 | 660 |
| 19B M8-M16 | 22 | 40-60 | 2HP | 120 | 1050*1100*1450 |
760 |
| 24B M14-M16 | 33 | 20-50 | 3HP | 150 | 1300*1250*1600 | 1100 |