Kovácsolási módszer egy rúd vagy huzal tetejének érdesítésére szobahőmérsékleten. A hidegfejezést főként alkatrészek, például csavarok, anyák, szegek, szegecsek és acélgolyók gyártására használják. A kovácsolóanyagok lehetnek réz, alumínium, szénacél, ötvözött acél, rozsdamentes acél és titánötvözet, 80-90%-os anyagkihasználtsággal.
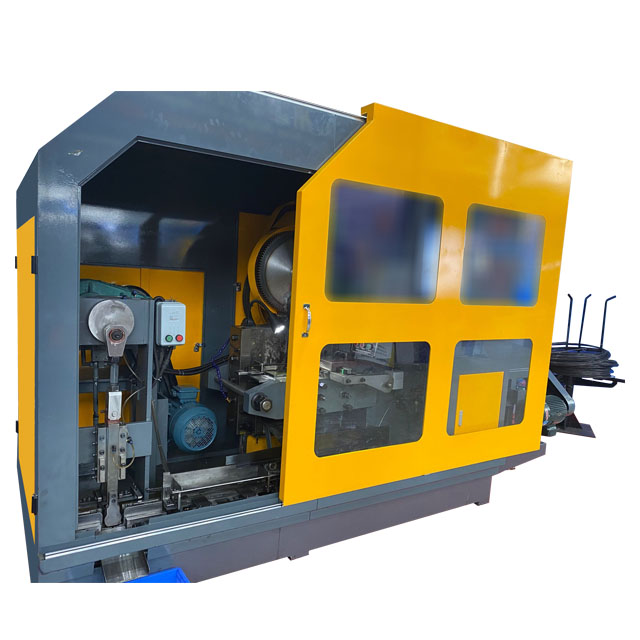
Hideg iránygyakran speciális hidegfejezési gépeken hajtják végre, lehetővé téve a folyamatos, többállomásos és automatizált gyártást. A hidegvágó gépen lehetőség van olyan folyamatok egymás utáni elvégzésére, mint a vágás, fejezés, felhalmozás, alakítás, letörés, huzalhengerlés, átmérőcsökkentés és élvágás. Magas gyártási hatékonyság, akár 300 darab/perc vagy több, 48 mm-es maximális átmérővel hideg fejű munkadarabokhoz. Az 1. ábrán látható hidegfejű csavarozási eljárás sematikus diagramja a hidegfejű csavarok tipikus eljárása. A 2. ábrán látható többállomásos anyás automata hidegvágó gép egy többállomásos anyás automata hidegvágó gép. A rúdanyagot az adagoló mechanizmus automatikusan betáplálja egy bizonyos hosszúságra, és a vágószerkezet szeletekre vágja. Ezután a bilincs-szállító mechanizmus sorban továbbítja azt a felhalmozó préselési és lyukasztó állomásokra formázásra.
A hidegfejezéses módszerben a hidegfejezésű gépek két típusra oszthatók a különböző erőátviteli módok alapján: mechanikus erőátvitelre és hidraulikus erőátvitelre. Kétféle mechanikus sebességváltó létezik: kézi és elektromos. Az elektromos és kézi hidegfejezésű gépek 4-5 mm átmérőjű alacsony széntartalmú acélhuzalok hidegen kötésére alkalmasak. A hidraulikus erőátvitel további két típusra osztható teljesítménye alapján: hidraulikus acélhuzalos hidegvágó gép és hidraulikus acélrudas hidegvágó gép.