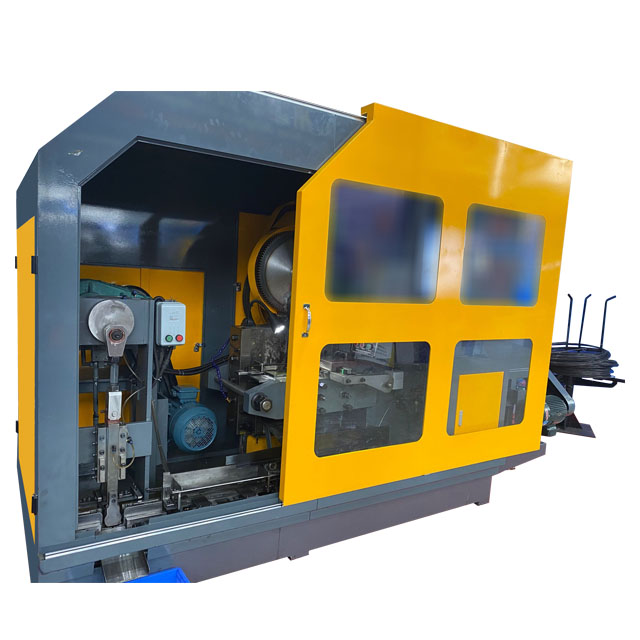




A Ronen® nagy sebességű csavarformázót sok gyártó kedveli. Gyorsan átalakítja a fémhuzalt csavardarabokká. Egy menetben befejezi a csavarfej formálását és a tengelyrúd kidolgozását. Csak meg kell tölteni a vezetéket, be kell állítani a méretet, és a gép stabilan fog működni gyakori megállás nélkül.
A nagy sebességű csavarformázót kifejezetten a nyers csavarok gyors feldolgozására tervezték. Először egyenesítse ki és vágja le a fémhuzalt. Ezután több szerszámkészlet segítségével folyamatosan extrudálja a csavar fejét és tengelyét. A teljes folyamat teljesen automatizált.
A High Speed Bolt Former egy hidegfejű gép, amelyet kifejezetten a maximális termelési teljesítmény elérésére terveztek. Alapvető funkciói ugyanazok, mint egy szabványos vágógépé - huzalvágás és csavarfejek formázása -, de a ciklussebességre optimalizálták. A fő tervezési cél az, hogy percenként nagy számú fejű csavardarabot állítsanak elő, így tömeggyártásra is alkalmas.
A gép nehezebb és robusztusabb vázzal és masszívabb főtengellyel rendelkezik, hogy ellenálljon a gyors működés okozta nagyobb igénybevételnek. A hajtásrendszert a kiegyensúlyozott kialakítás figyelembevételével tervezték, ami minimális vibrációt eredményez nagy sebességnél. Robusztus szerkezete lehetővé teszi, hogy a gép megbízhatóan és megbízhatóan működjön a maximális meghatározott ciklussebességgel anélkül, hogy fennállna a túlzott kopás vagy meghibásodás veszélye.
A High Speed Bolt Former egyik legfontosabb jellemzője a gyors és precíz átviteli mechanizmus. A csavardarabok különböző fejállomások közötti mozgatásához használt ujjak vagy bilincsek kialakítása a minimális mozgás és a gyors indítás elérését célozza. Az átvitel időzítése kulcsfontosságú a nagy sebességű működés eléréséhez, mivel az állomások közötti bármilyen késés korlátozza az általános termelékenységet.
| Modell | Egység | RNBF-63S | RNBF-83S | RNBF-83SL | RNBF-103S | RNBF-103L | RNBF-133S | RNBF-133SL | RNBF-133L |
| Kovácsoló állomás | NEM. | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 |
| Kovácsoló erő | Kgf | 35 000 | 60.000 | 60.000 | 80.000 | 80.000 | 115.000 | 120.000 | 120.000 |
| Max.levágási átm | mm |
Ø8 |
Ø10 |
Ø10 |
Ø12 |
Ø12 |
Ø15 |
Ø15 |
Ø15 |
| Max. levágási hossz | mm | 80 | 80 | 115 | 135 | 185 | 145 | 190 | 265 |
| Kimeneti sebesség | db/perc | 150-240 | 130-200 | 120-190 | 100-160 | 85-140 | 90-160 | 80-120 | 60-100 |
| P.K.O. Stroke | mm | 12 | 15 | 18 | 30 | 30 | 30 | 40 | 40 |
| K.O. Stroke | mm | 70 | 70 | 92 | 118 | 160 | 110 | 175 | 225 |
| Fő kos löket | mm | 110 | 110 | 160 | 190 | 262 | 190 | 270 | 380 |
| Fő motor teljesítmény | Kw | 11 | 15 | 18.5 | 22 | 22 | 30 | 37 | 37 |
| Összességében dims.of cut off die | mm |
Ø30x45L |
Ø35x50L |
Ø35x50L |
Ø45x59L |
Ø45x59L |
Ø63x69L |
Ø63x69L |
Ø63x69L |
| Összességében dims.of punch die | mm |
Ø40x90L |
Ø45x90L |
Ø45x125L |
Ø53x115L |
Ø53x115L |
Ø60x130L |
Ø60x130L |
Ø60x229L |
| Összességében elsötétül a fő szerszám | mm |
Ø50x85L |
Ø60x85L |
Ø60x130L |
Ø75x135L |
Ø75x185L |
Ø86x135L |
Ø86x190L |
Ø86x305L |
| Halk szurok | mm | 60 | 70 | 70 | 90 | 94 | 110 | 110 | 110 |
| Kb. súly | Tonna | 6.5 | 11.5 | 12 | 15 | 19.5 | 20 | 26 | 31 |
| Alkalmazható csavar átm | mm | 3-6 | 5-8 | 6-10 | 6-10 | 8-12.7 | 8-12.7 |
8-12.7 |
8-12.7 |
| Nyersdarab szárának hossza | mm | 10-65 | 10-65 | 15-90 | 15-110 | 20-152 | 20-100 | 20-160 | 50-220 |
| Összességében elhalványul | mm | 5300*2900*2300 | 6000*3100*2500 | 6500*3100*2500 | 7400*3500*2800 | 9000*3400*2900 | 7400*3500*2800 | 10000*3690*2900 | 10000*3690*3000 |
A High Speed Bolt Former fő jellemzői a gyors formaváltás és a nagy stabilitás. A test vastag öntöttvasból készült. Nagy sebességű működés közben csekély vibrációt okoz, és nem torzítja el a csavarfejet a rázkódás miatt. Ügyeljen arra, hogy az egyes anyagdarabok tömege és mérete egyenletes legyen, hogy a szálak későbbi megmunkálása során ne legyen szükség további beállításra.