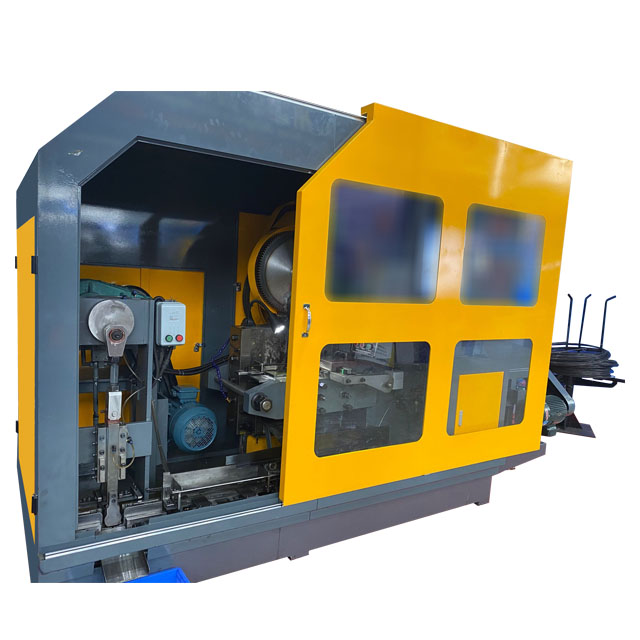



A Ronen® kiváló minőségű csavarkészítő gép, amely értékes eszköz a beszállítók számára, a fémrudakat egyenletesen elosztott szálakkal csavarokká alakíthatja. Ez a teljes folyamatot a fej alakításától a szálvágásig, további lépések nélkül befejezheti. Az általa előállított csavarok egységes alakúak és megfelelnek az ipari követelményeknek.
A kiváló minőségű csavarkészítő gépet kifejezetten olyan csavarok előállítására tervezték, amelyek megfelelnek mind a nagy pontosságú, mind az szilárdsági előírásoknak. Először egyenesítse ki a fémhuzalt, és vágja be egy rögzített hosszúságra. Ezután használjon egy hideg fejlécet, hogy kinyomja a csavarfejet, és végül alakítsa a szálakat.
A kiváló minőségű csavarkészítő gép egy integrált rendszer, amelyet a kész csavarok gyártására használnak. Általában egyesíti a hideg fejléc és a szálgördítés folyamatait. Ez a gép acélhuzalt használ, a kívánt hosszúságra vágja, a csavarfejet hideg fejjel átköti, majd a pontos szálakat a csavar tengelyére gördíti. Biztosítva az egyes csavarok dimenziós konzisztenciáját a fejtől a szálakig.
A kiváló minőségű csavarkészítő gép hideg fejléc része több állomást használ a csavarfej kialakításához. A progresszív szerszámok és formák fokozatosan kibővítik a huzalt az utolsó fej alakjába. A gép magas űrtartalmú és pontos igazítást tart fenn a helyes fejképződés biztosítása érdekében, éles sarkokkal, megfelelő méretekkel és felületi hibákkal.
A gép precíziós egyenesítőgépet alkalmaz a vezetékben lévő kanyarok kiküszöbölésére, mielőtt a vágógépre küldi. A vágógép ezután a huzalt pontosan mért tuskákra vágja. A következetes tuskás térfogat elengedhetetlen a teljes csavarfej kialakításához, olyan hibák nélkül, mint például hajtogatás vagy alul kitöltés.
| Modell | Egység | RNBP-65S | RNBP-85S | RNBP-105S | RNBP-135L | RNBP-135L | Rnbp135ll | RNBP-165S |
| Kovácsi állomás | NEM. | 5 | 5 | 5 | 5 | 5 | 5 | 5 |
| Kovácsi erő | KGF | 45.000 | 80.000 | 90.000 | 90.000 | 130.000 | 135.000 | 220.000 |
| Max.cut-off Dia | mm | Φ8 |
Φ10 |
Φ15 |
Φ15 |
Φ16 |
Φ16 |
Φ23 |
| Max. | mm | 105 | 115 | 135 | 185 | 190 | 265 | 190 |
| Kimeneti sebesség | PC -k/perc | 100-160 | 90-145 | 85-130 | 70-120 | 60-100 | 40-70 | 55-95 |
| P.K.O.Stroke | mm | 45 | 25 | 35 | 40 | 45 | 60 | 45 |
| K.O.stroke | mm | 90 | 92 | 118 | 160 | 175 | 225 | 178 |
| Fő kosorlás | mm | 136 | 160 | 190 | 262 | 270 | 380 | 274 |
| Fő motoros teljesítmény | KW | 15 | 22 | 30 | 30 | 37 | 45 | 55 |
| Összességében tompa. A levágás meghalása | mm | Φ30x45L |
Φ50x50L |
Φ45x59l |
Φ45x59l | Φ63x69l |
Φ58x69l |
Φ75x100L |
| Összességében a dims. lyukasztás meghal | mm | Φ40x90L |
Φ45x125L |
Φ53x115l |
Φ53x115l |
Φ60x130L |
Φ60x229L |
Φ75x185L |
| Összességében tompa. A fő szerszám | mm | Φ50x110l |
Φ60x130L |
Φ75x135L |
Φ75x185L |
Φ86x190L |
Φ86x305L |
Φ108x200L |
| Szerszámpályát | mm | 60 | 80 | 90 | 94 | 110 | 110 | 129 |
| Kb. | Tonna | 10 | 17 | 20 | 24 | 31 | 38 | 52 |
| Alkalmazható csavar dia | mm | 3-6 | 5-8 | 6-10 | 6-10 | 8-12.7 | 8-12.7 | 10-16 |
| Szár hossza üres | mm | 10-80 | 15-90 | 15-110 | 20-152 | 20-160 | 40-220 | 20-160 |
| Általános tompítások | mm | 5500*3300*2400 | 6500*3500*2500 | 7400*3700*2800 | 9000*3800*2900 | 10000*4000*2900 | 11800*4100*3200 | 12600*5100*2800 |
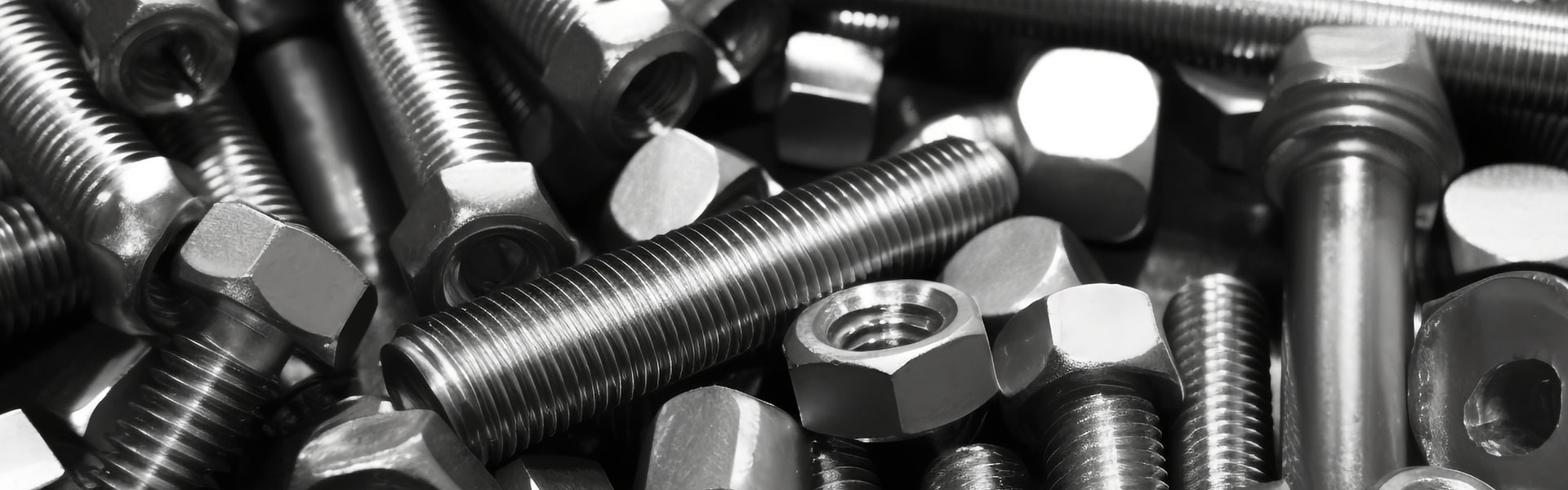
A kiváló minőségű csavarkészítő gép értékesítési pontja az, hogy az előállított csavarok minősége stabil. Mivel a penész nagy pontosságú és a folyamatcsatlakozások pontosak, a előállított csavarok mérethibája nagyon kicsi. A csavar elegendő szilárdságú, és képes ellenállni a nagyobb húzóerőnek, mint a szokásos feldolgozott csavarok. Kevésbé hajlamos a törésre.