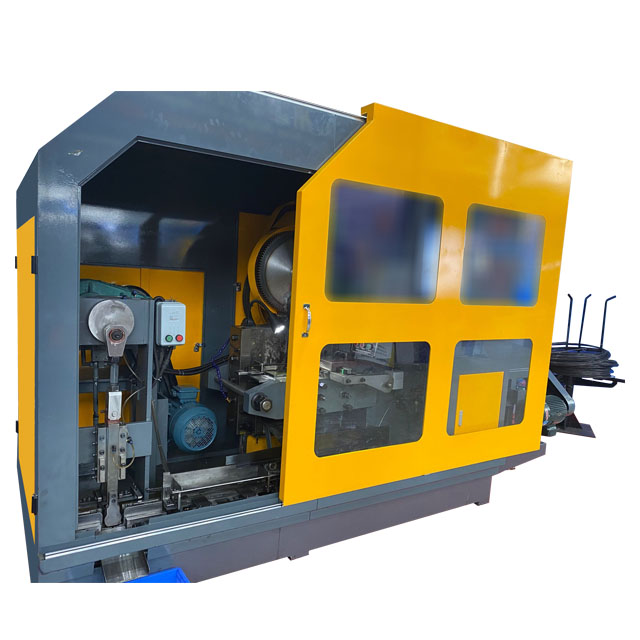



A Ronen® – kulcsfontosságú beszállító – hidegkovácsoló 5 állomásos csavarformázó gép öt hideg feldolgozási lépéssel alakítja ki a csavardarabokat: huzalvágás, felborítás, fejformázás, vágás és tengelycsiszolás. Csak helyezze be a huzalt az etetőgépbe, állítsa be, és automatikusan fut.
A Cold Forging 5-station Bolt Former Machine öt egymást követő hidegextrudáló állomáson keresztül a fémhuzalt csavardarabokká alakítja. A teljes fejjel és szárral felszerelt csavardarabot gyártottak. Ezt a későbbi menetvágási műveletekhez lehet használni.
A Bolt Former Machine öt állomásának világosan meghatározott feladatai vannak: Az 1. állomás elvágja a drótot és kis kiemelkedéseket nyom ki (a fej kezdeti alakja); A 2. állomás előfeszíti a fejet, hogy tisztábbá tegye a formát; A 3. állomás feldolgozza a rúdrészt (például a redukciót vagy a lépéseket kinyomja); A 4. állomás finoman megnyomja a fej részleteit; Az 5. állomás véglegesíti a rúdrész és a fej formázását. Az egész folyamat nem igényel fűtést; közvetlenül hideg állapotban hajtják végre.
A gép melegítés nélkül alakíthatja a fémhuzalt. Az automata berendezés először kihúzza a fémhuzalt, szükség szerint meghatározott hosszúságúra vágja, majd sorrendben öt különböző feldolgozóállomásra szállítja. Mindegyik állomás bizonyos műveleteket hajt végre, mint például a fej formázása vagy a rúdrész behelyezése, végül a csavar kialakítása.
A Cold Forging 5-station Bolt Former Machine karbantartási fókusza a szállítómechanizmusban és a formákban van. Pontosan meg kell tartani a csavardarabok állomások közötti mozgatásának mechanizmusát, és ellenőrizni kell a kovácsolt formák kopási állapotát, hogy a csavarok megfeleljenek az előírásoknak.
A Cold Forging 5-station Bolt Former Machine jellemzője, hogy átfogó állomásfunkciókkal rendelkezik, és kiválóan alkalmazkodik a különböző anyagokhoz. Az 1-2 pozíció a cső fejére, a 3-5 pozíció a csőtestre vonatkozik. Az egyszerű kerek fejektől a lépcsős csavarokig képes kezelni a csavarokat. Az egyes munkaállomásokra kifejtett nyomás egymástól függetlenül állítható, és ez nem okozza a vezeték megrepedését.
| Modell | Egység | RNBP-65S | RNBP-85S |
RNBP-105S |
RNBP-135L |
RNBP-135L |
RNBP-135LL |
RNBP-165S |
| Kovácsoló állomás | NEM. | 5 | 5 | 5 | 5 | 5 | 5 | 5 |
| Kovácsoló erő | Kgf | 45.000 | 80.000 | 90.000 | 90.000 | 130.000 | 135.000 | 220.000 |
| Max.levágási átm | mm | Ø8 | Ø10 |
Ø15 |
Ø15 |
Ø16 |
Ø16 |
Ø23 |
| Max. levágási hossz | mm | 105 | 115 | 135 | 185 | 195 | 265 | 190 |
| Kimeneti sebesség | db/perc | 100-160 | 90-145 | 85-130 | 70-120 | 60-100 | 40-70 | 55-95 |
| R.K.O. Stroke | mm | 45 | 25 | 35 | 40 | 45 | 60 | 45 |
| K.O. Stroke | mm | 90 | 92 | 118 | 160 | 175 | 225 | 178 |
| Fő kos löket | mm | 136 | 160 | 190 | 262 | 270 | 380 | 274 |
| Fő motor teljesítmény | Kw | 15 | 22 | 30 | 30 | 37 | 45 | 55 |
| Összességében elhalványul. a levágott die | mm | Ø30x45L | Ø50x50L |
Ø45x59L |
Ø45x59L |
Ø63x69L |
Ø58x69L |
Ø75x100L |
| Összességében elhalványul. ütési szerszámból | mm | Ø40x90L |
Ø45x125L |
Ø53x115L |
Ø53x115L |
Ø60x30L |
Ø60x229L |
Ø75x185L |
| Összességében elhalványul. fő die | mm | Ø50x110L |
Ø60x130L |
Ø75x135L |
Ø75x185K |
Ø86x190L |
Ø86x305L |
Ø108x200L |
| Halk szurok | mm | 60 | 80 | 90 | 94 | 110 | 110 | 129 |
| kb. súly | Tonna | 10 | 17 | 20 | 24 | 31 | 38 | 52 |
| Alkalmazható csavar átm | mm | 3-6 | 5-8 | 6-10 | 6-10 | 8-12.7 | 8-12.7 | 10-16 |
| Nyersdarab szárának hossza | mm | 10-80 | 15-90 | 15-110 | 20-152 | 20-160 | 40-220 | 20-160 |
| Összességében elhalványul | mm | 5500*3300*2400 | 6500*3500*2500 | 7400*3700*2800 | 9000*3800*2900 | 10000*4000*2900 | 11800*4100*3200 | 12600*5100*2800 |