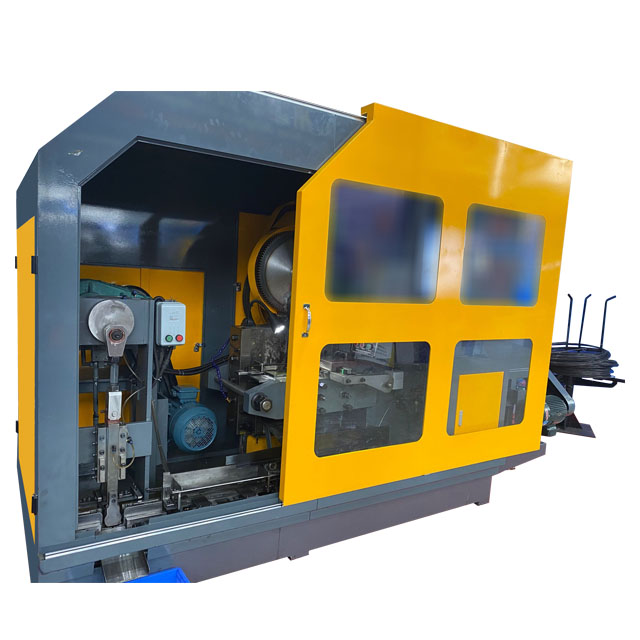
A Ronen® által gyártott automatikus hatlapú anyagyártó gép a beállítás után automatikusan elindulhat. Egyszerűen levágja a fémrudakat a kívánt méretre, majd hatszögletű anyákká alakítja. Azok a gyárak, amelyek nagy mennyiségben gyártanak hatszögletű anyákat, általában ezt a gépet választják.
Helyezze be a fémhuzalt az automatikus hatlapú anyagyártó gépbe, vágja rögzített hosszúságú kis szakaszokra, majd nyomja át a formán, hogy a kis részekből hatszögletű anyadarabokat formázzon. Ezután fúrjon egy lyukat a közepébe, és végül csavarja be a belső csavart.
Az automatikus hatlapú anyagyártó gép egy folyamatos gyártósor, amely az acélhuzalt kész hatszögletű anyákká hengereli. Tartalmazza a huzaladagolást, egyengetést, a nyersdarab vágását, a hatszög alakú hideg formázást, a középső lyuk lyukasztását és gyakran letörések hozzáadását. Ez az automatizált folyamat szükségtelenné teszi az egyes gépek közötti kézi átvitelt minden egyes lépésnél, így leegyszerűsíti a gyártási folyamatot.
A diógyártó gép magja a hidegfejezési folyamat. A levágott huzaldarabokat több munkaállomásra küldik irányfejtésre. Az erős lyukasztó fokozatosan benyomja az acélt az alakító formába, megfejelve a fémet, kialakítva a jellegzetes hatszögletű körvonalat, és létrehozva a kezdeti anyadarabot. Ezt az eljárást szobahőmérsékleten végezzük.
A legtöbb automata hatlapú anyagyártó gép leélező állomással van felszerelve. Ez a lépés enyhe lejtőt (letörést) vág az anya furatának egyik vagy mindkét oldalán. A letörés leegyszerűsíti a menetek összekapcsolását menetfúrás közben, és javítja az anya megjelenését és biztonságát az éles szélek eltávolításával.
| Specifikáció | Egység | 11B | 14B | 17B | 19B | 24B | 27B | 30B | 33B | 36B | 41B |
| Kovácsoló állomás | Nem. | 6S/7S | 6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
| Max levágási átm | mm | 11 | 15 | 17 | 19 | 24 | 28 | 30 | 33 | 36 | 41 |
| Kick-out hossza | mm | 20/30/40 | 20/30/40 | 25/40/60 | 25/30/40/60/80 | 30/60/80 | 30/40/60/80 | 30/40/60/80 |
40/60/80/100 | 50/60/80/100 | 50/60/80/100 |
| Dies Pitch | mm | 50 | 60 | 70 | 80 | 100 | 110 | 120 | 140 | 150 | 165 |
| Kovácsoló Erő | Tonna | 60 | 90 | 110 | 135 | 230 | 260 | 300 | 360 | 420 | 650 |
| Gyártási méret |
|
M3-M6 | M6-M10 | M8-M12 | M8-M14 | M10-M18 | M12-M18 | M14-M20 | M16-M22 | M18-M24 | M20-M27 |
| Kimenet | min/db | 250 | 180 | 150 | 140 | 70 | 60 | 60 | 90 | 80 | 70 |
| Fő motor | HP | 15 | 20 | 30 | 50 | 75 | 100 | 125 | 150 | 250 | 350 |
| Kenés | HP | 1.5 |
1.5 |
1.5 |
1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
| Kenőanyag | L | 700 | 1000 | 1100 | 1200 | 1700 | 2300 | 2000 | 2400 | 2400 | 2400 |
| Kb. Súly | Tonna | 4.5 | 8 | 11 | 14 | 25 | 38 | 42 | 45 | 70 | 73 |
Az automatikus hatlapú anyagyártó gép értékesítési pontja a teljes automatizálás. A nyersanyagbeviteltől a végtermék kibocsátásáig alapvetően nincs szükség emberi beavatkozásra, így munkaerőt takaríthatunk meg. Az előállított dió mérete rendkívül egyenletes. A hatszögletű forma mindkét oldala azonos hosszúságú, és a szálak mélysége is egyenletes. Tökéletesen illeszkednek a csavarokhoz, és megakadályozzák a meglazulást vagy a meghúzási eltéréseket a meghúzási műveletek során.