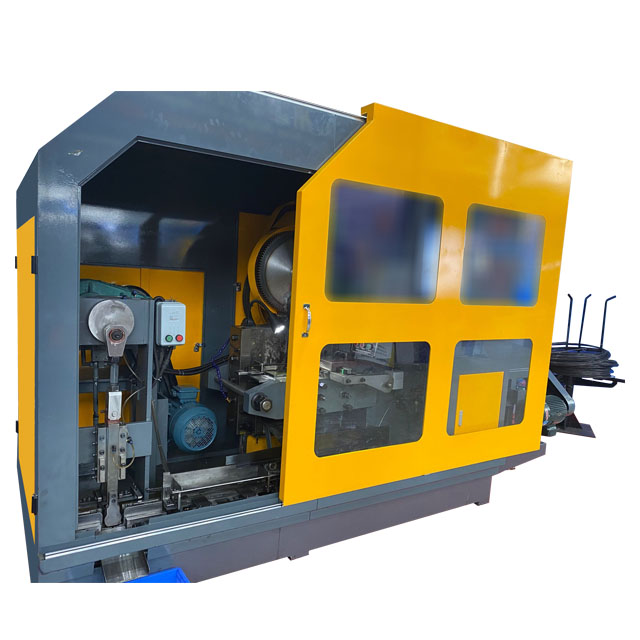



A Ronen®, a gyártó az Automatic 4 Die 4 Blow Bolt Making Machine gépet gyártja, amely négy formázási lépéssel és négy kovácsolási eljárással készít csavardarabokat: huzalvágás, felborítás, fejformázás, végső vágás. Az üzemeltetőknek csak időnként van szükségük a kimeneti ellenőrzésekre, állandó figyelésre nincs szükség.
Az automatikus 4 dimenziós 4 fúvócsavargyártó gép négy szerszámkészletet és négy egymást követő sajtolási eljárást használ a fémhuzal automatikus csavardarabokká történő átalakításához. A gyártási folyamat során nincs szükség munkások beavatkozására. A gépek maguk végzik el a teljes folyamatot.
A csavargyártó gép négy lépésben dolgozza fel a fémhuzalt csavarokká. Elvágja a fémhuzal egy részét, majd négy állomásra táplálja. A lyukasztó minden állomáson megnyomja a fémhuzalt, hogy a csavar különböző részeit képezze, például a csavarfejet vagy a csavar hegyét. Végül egy kész csavar készül.
Helyezzen egy tekercset acélhuzalt az automata 4 dimenziós 4 fúvócsavargyártó gépbe. A feldolgozás során a gép először kiegyenesíti az acélhuzalt, majd előre beállított hosszúságúra vágja, végül folyamatos megmunkálással formálja, hogy kész csavarokat készítsen. Ezt az automatizált folyamatot nagy mennyiségű csavar hatékony előállítására tervezték. Ez a folyamat a korábban több különálló lépést egyetlen gépen folyamatos működéssé egyesíti.
A csavargyártó gép közvetlenül táplálja az anyagot. Az első szerszám elvágja a drótot, és kialakítja a fej kezdeti alakját. A második matrica tisztábban formálja a fejet (például egy hatszögletű fej széleit). A harmadik szerszám feldolgozza a rúdrészt (egyszerű lépések vagy az átmérő csökkentése). A negyedik kocka befejezi a fejet és a rúdrészt, végül a kész blank automatikusan kiküldésre kerül.
| Modell | Egység | DBF-64S | DBF-64SL |
DBF-84S |
DBF-104S |
DBF-104L |
DBF-134L |
DBF-134L |
| Kovácsoló állomás | NEM. | 4 | 4 | 4 | 4 | 4 | 4 | 4 |
| Kovácsoló erő | Kgf | 35.000 | 40.000 | 60.000 | 80.000 | 80.000 | 120.000 | 120.000 |
| Max.levágási átm. | mm | F8 | F8 |
Φ10 |
F12 |
F12 |
F15 |
F15 |
| Max. levágási hossz | mm | 80 | 105 | 115 | 135 | 185 | 190 | 265 |
| Kimeneti sebesség | db/perc | 140-210 | 130-200 | 120-180 | 90-140 | 80-130 | 75-110 | 50-80 |
| P.K.O. Stroke | mm | 12 | 15 | 18 | 30 | 30 | 40 | 40 |
| K.O. Stroke | mm | 70 | 90 | 92 | 118 | 160 | 175 | 225 |
| Fő kos löket | mm | 110 | 136 | 160 | 190 | 262 | 270 | 380 |
| Fő motor teljesítmény | Kw | 15 | 15 | 22 | 30 | 30 | 37 | 37 |
| Összességében dims.of cut off die | mm | Φ30*45L | Φ30*45L |
Φ50*50L |
Φ45*59L |
Φ45*59L |
Φ63*69L |
Φ63*69L |
| Összességében dims.of punch die | mm | Φ40*90L |
Φ40*90L |
Φ45*125L |
Φ53*115L |
Φ53*115L |
Φ60*130L |
Φ60*229L |
| Összességében elsötétül a fő matrica | mm | Φ50*85L |
Φ50*110L |
Φ60*130L |
Φ75*135L |
Φ75*185L |
Φ86*190L |
Φ86*305L |
| Halk szurok | mm | 60 | 60 | 70 | 90 | 94 | 110 | 110 |
| Kb. súly | Tonna | 8 | 10 | 14 | 18 | 21 | 28 | 33 |
| Alkalmazható csavar átm | mm | 3-6 | 3-6 | 5-8 | 6-10 | 6-10 | 8-12.7 | 8-12.7 |
| Nyersdarab szárának hossza | mm | 10-65 | 10-80 | 15-90 | 15-110 | 20-152 | 20-160 | 40-220 |
| Összességében elhalványul. | mm | 5300*3000*2300 | 5500*3100*2300 | 6500*3200*2500 | 7400*3500*2800 | 9000*3500*2900 | 10000*3800*2900 | 11000*3800*3000 |
Az automata 4 dimenziós 4 fúvócsavargyártó gép értékesítési pontja a "teljesen automatikus + négy formázás". Nagyon hatékony és munkaerőt takarít meg. A folyamathatások szempontjából a négyformájú, négyfúvós eljárással a precízebb fröccsöntési szabályozás révén nagyobb pontosságú termékek állíthatók elő, mint a kétformás, kétfúvós eljárással. A kerek fejű csavar fejének ívátmenete egyenletes és folyamatos, nyilvánvaló eltérés nélkül; a hatlapfejű csavar hatszögletű szerkezete jól szimmetrikus, az egyes oldalak mérethibája szabályozható. Nincs szükség utólagos köszörülésre, és a hulladék mennyisége is alacsonyabb.