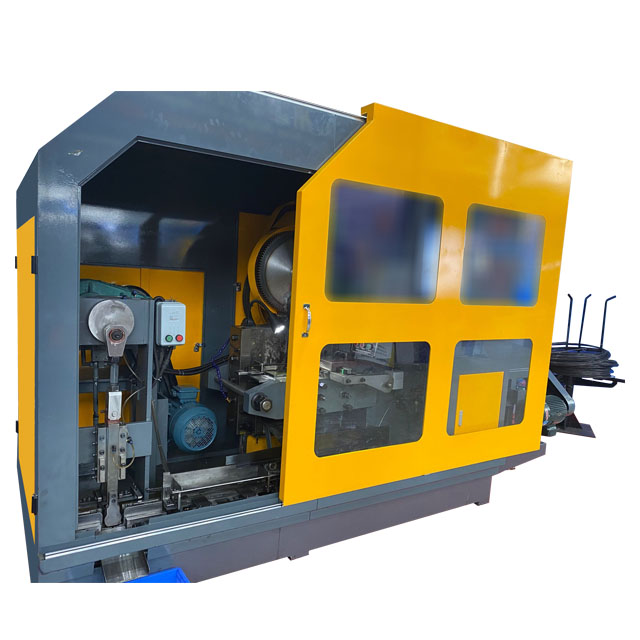



A Ronen®6 Station Nut Former Készítőgép hat lépésben formálja a nyersdarabokat: huzalvágás, felborítás, kezdeti formázás, hatszögletű formázás, vágás, végső polírozás. Nincs szükség a nyersdarabok mozgatására a formák között; az üzemeltetők nem figyelnek folyamatosan – ez ideális a szállító számára.
A 6 Station Nut Former Making Machine hat egymást követő hideg extrudáló állomást használ, hogy a fémhuzalt fokozatosan anyás anyává alakítsa. Az egyes munkaállomások öntőformái függetlenek. Ha az egyik forma megsérül, csak azt cserélje ki a teljes készlet helyett. Ezzel sok pénzt takaríthatunk meg a penészgombákon.
A dióformázó gép hat lépésben állítja elő a diót. Először egy acélhuzalt vágnak le, majd minden munkaállomásra elküldik. Különböző szerszámok formálják a nyersdarabot, hatszögletűvé formálják, lyukakat és meneteket lyukasztanak, végül egy egyszerű blokkszerű alkatrészt alakítanak kész anyává. Nincs szükség kézi beavatkozásra.
A 6 állomásos anyaformázó gép hidegkovácsolási eljárást alkalmaz, amely lehetővé teszi a fém formázását melegítés nélkül. Ez az eljárás a diót szilárdabbá teszi, és csökkenti az energiafogyasztást. Mivel az anyákat nem vágja, hanem a fém cseréjével alakítja ki, a keletkező hulladék mennyisége is nagyon kicsi.
A dióformázó gép karbantartása általában magában foglalja a lyukasztót és a formát. Ezek az alkatrészek a fémalakítás során fellépő nagy nyomás miatt elhasználódnak, és rendszeresen cserélni kell őket. Stabil és jó minőségű dió előállításához a formát jó állapotban kell tartani.
| Specifikáció | Egység | 11B | 14B | 17B | 19B | 24B | 27B | 30B | 33B | 36B | 41B |
| Kovácsoló állomás | Nem. | 6S/7S | 6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
| Max levágási átm | mm | 11 | 15 | 17 | 19 | 24 | 27 | 30 | 33 | 36 | 41 |
| Kick-out hossza | mm | 20/30/40 | 20/30/40 | 25/40/60 | 25/30/40/60/80 | 30/60/80 | 30/40/60/80 | 30/40/60/80 | 40/60/80/100 | 50/60/80/100 | 50/60/80/100 |
| Dies Pitch | mm | 50 | 60 | 70 | 80 | 100 | 110 | 120 | 140 | 150 | 160 |
| Kovácsoló Erő | Tonna | 60 | 90 | 110 | 135 | 230 | 260 | 300 | 360 | 420 | 650 |
| Gyártási méret |
|
M3-M6 | M6-M10 | M8-M12 | M8-M14 | M10-M18 | M12-M18 | M14-M20 | M16-M22 | M18-M24 | M20-M27 |
| Kimenet | min/db | 250 | 180 | 150 | 140 | 70 | 60 | 60 | 90 | 80 | 70 |
| Fő motor | Hp | 15 | 20 | 30 | 50 | 75 | 100 | 125 | 150 | 250 | 350 |
| Kenőmotor | Hp | 1.5 | 1.5 | 1.5 | 1,5+3 | 1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
| Kenőanyag | L | 700 | 1000 | 1100 | 1200 | 1700 | 2300 | 2000 | 2400 | 2400 | 2400 |
| Kb. Súly | Tonna | 4.5 | 8 | 11 | 14 | 25 | 38 | 42 | 45 | 70 | 73 |
A 6 Stations Nut Former Making Machine értékesítési pontja a "többállomásos kikészítés", amely lehetővé teszi, hogy némileg összetettebb dióféléket állítson elő további eljárások nélkül. Például kis lépésekkel ellátott anyák, szélein csúszásgátló mintázatú anyák. A hatlapú anya ellentétes oldalainak hossza 0,06 milliméteres hibán belül szabályozható, és nem akad el a csavar meghúzásakor.