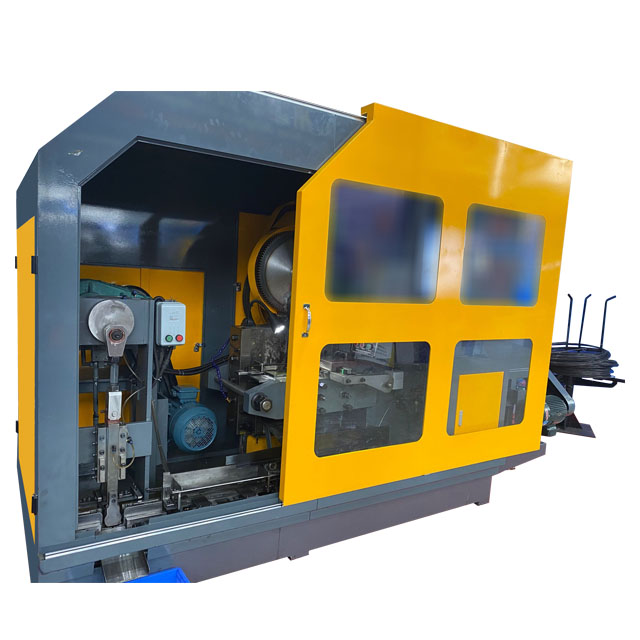



A beszállító Ronen® szállítja a 4 Die 4 Station Bolt Formert, amely négy lépésben alakítja ki a nyerscsavart: az első lépés a huzal elvágása, a második lépés a nyersdarab nyújtása, a harmadik lépés a csavarfej formázása, a negyedik lépés pedig a felesleges részek levágása. Nincs szükség az alapanyagok mozgatására.
A 4 Die 4 Station Bolt Former négy különálló állomást és megfelelő öntőformákat használ a fémhuzal hidegen préseléséhez csavardarabokká. Csavarokat gyárt a fém négy alakítási fokozaton keresztül történő áttolásával. A fémhuzal az egyik végéről belép, levágják, majd áthalad az egyes munkaállomásokon.
Helyezzen egy huzaltekercset a csavarformázóba, és kezdődhet az alakítási folyamat. A gép automatikusan elvág egy huzalszakaszt, és betáplálja a négy állomásra. Minden megállóban egy szerszám rányomódik a fémre, megváltoztatva annak alakját, és az egyszerű huzalt összetett csavarrá alakítva.
A 4 Die 4 Station Bolt Former hidegkovácsolási eljárást alkalmaz, amely lehetővé teszi a fém formázását melegítés nélkül. Mivel a fém belső szerkezete összenyomódik és újraformálódik, ez robusztusabb végterméket eredményez. Az így gyártott kötőelemek rendkívül erősek és tartósak.
A csavarformázó egyik kulcseleme az átvivő ujj. Ez az alkatrész felveszi a befejezetlen csavarokat, és pontosan mozgatja őket egyik állomásról a másikra. Ha ez a mechanizmus nincs megfelelően beállítva, a csavarok nem megfelelően alakulnak ki. Folyamatfolyamata progresszív. Az első állomás megkezdheti a fej kialakítását, a következő állomás befejezi a fej kialakítását, egy másik állomás feldolgozza a csúcsot, és az utolsó állomás elkezdi feldolgozni a szálakat.
| Modell | Egység | RNBP-65S | RNBP-85S | RNBP-105S | RNBP-135L | RNBP-135L | RNBP-135LL | RNBP-165S |
| Kovácsoló állomás | NEM. | 5 | 5 | 5 | 5 | 5 | 5 | 5 |
| Kovácsoló erő | Kgf | 45.000 | 80.000 | 90.000 | 90.000 | 130.000 | 135.000 | 220.000 |
| Max.levágási átm | mm | Ø8 | Ø10 |
Ø15 |
Ø15 |
Ø16 |
Ø16 |
Ø23 |
| Max. levágási hossz | mm | 105 | 115 | 135 | 185 | 190 | 265 | 190 |
| Kimeneti sebesség | db/perc | 100-160 | 90-145 | 85-130 | 70-120 | 60-100 | 40-70 | 55-95 |
| P.K.O. Stroke | mm | 45 | 25 | 35 | 40 | 45 | 60 | 45 |
| K.O. Stroke | mm | 90 | 92 | 118 | 160 | 175 | 225 | 178 |
| Fő kos löket | mm | 136 | 160 | 190 | 262 | 270 | 380 | 274 |
| Fő motor teljesítmény | Kw | 15 | 22 | 30 | 30 | 37 | 45 | 55 |
| Összességében elhalványul. a levágott die | mm | Ø30x45L | Ø50x50L |
Ø45x59L |
Ø45x59L |
Ø63x69L |
Ø58x69L |
Ø75x100L |
| Összességében elhalványul. ütési szerszámból | mm | Ø40x90L |
Ø45x125L |
Ø53x115L |
Ø53x115l |
Ø60x130L |
Ø60x229l |
Ø75x185l |
| Összességében elhalványul. fő die | mm | Ø50x110L |
Ø60x130L |
Ø75x135L |
Ø75x185L |
Ø86x190L |
Ø86x305L |
Ø108x200L |
| Halk szurok | mm | 60 | 80 | 90 | 94 | 110 | 110 | 129 |
| kb. súly | Tonna | 10 | 17 | 20 | 24 | 31 | 38 | 52 |
| Alkalmazható csavar átm | mm | 3-6 | 5-8 | 6-10 | 6-10 | 8-12.7 | 8-12.7 | 10-16 |
| Nyersdarab szárának hossza | mm | 10-80 | 15-90 | 15-110 | 20-152 | 20-160 | 40-220 | 20-160 |
| Összességében elhalványul | mm | 5500*3300*2400 | 6500*3500*2500 | 7400*3700*2800 | 9000*3800*2900 | 10000*4000*2900 | 11800*4100*3200 | 12600*5100*2800 |

A 4 Die 4 Station Bolt Former jellemzője, hogy a munkaállomások jól összehangoltak, és a formacsere gyors. A négy munkaállomás mozgását a mechanikus összeköttetés pontosan koordinálja. Amint az előző munkaállomás befejezte a feldolgozást, a munkadarab automatikusan a következőre lép, minden elmozdulás vagy elakadás nélkül.